樹脂製の衣装ケースの天板に、本など重いものを積み上げて、すぐに撤去すると元に戻るのに、数年単位で放置しておくと天板がたわんだまま、元に戻らなくなっていたというような経験をしたことはありませんか?これはクリープ変形が時間経過にともなって進行したためです。
このメカニズムを簡潔なことばで表現してみると、
「部材に荷重が作用したまま時間が経過すると、その状態になじんでしまって元の形に戻りきらなくなる現象」という感じでしょうか。
時間に関係する変形ですから、応力が弾性限界を超えた時に生じる「塑性変形」とは別のものです。
クリープ変形と塑性変形の双方が生じる場合もありますが、上の衣装ケースの例ではすぐに撤去すると元に戻ったことからクリープ変形が主要因であるといえます。
クリープ変形の進行度合いは材質ごとに異なりますが、上述の荷重の強さや時間経過とともに、温度環境にも大きく影響を受けます。
部材がアルミやスチール等の一般的な金属類であれば、部材温度が数百度レベルのかなりの高温になっている場合を除いて、クリープの進行は微々たるものなので、通常はあまり問題にされません。
一方、樹脂やゴムのような部材では常温でさえ徐々に進行し、100℃くらいでも進行度合いが大きく増すことがあるので注意が必要です。
前置きが長くなりましたが、ここから樹脂やゴムでできたシール(パッキン)のクリープ解析事例についてご紹介いたします。今回は、カシメ締め付け時間の違いによるクリープ変形状態を調べました。
図1のように、モデルはアルミの平板土台に丸穴が開いており、同じくアルミ材のカシメで軟質樹脂(または合成ゴム)製のシール(パッキン)を締め付けて丸穴をふさぐこととします。1/4鏡面対称モデルとし、土台の下面は上下方向に支持します。(各拘束面の面内方向スベリは許します)
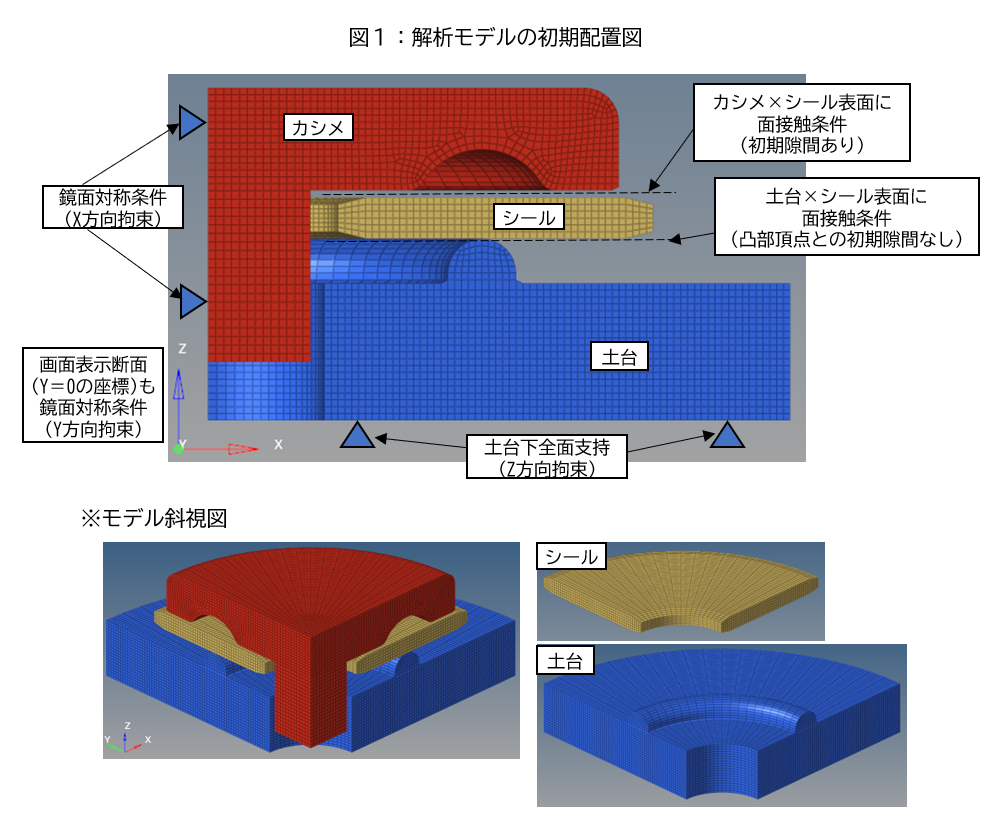
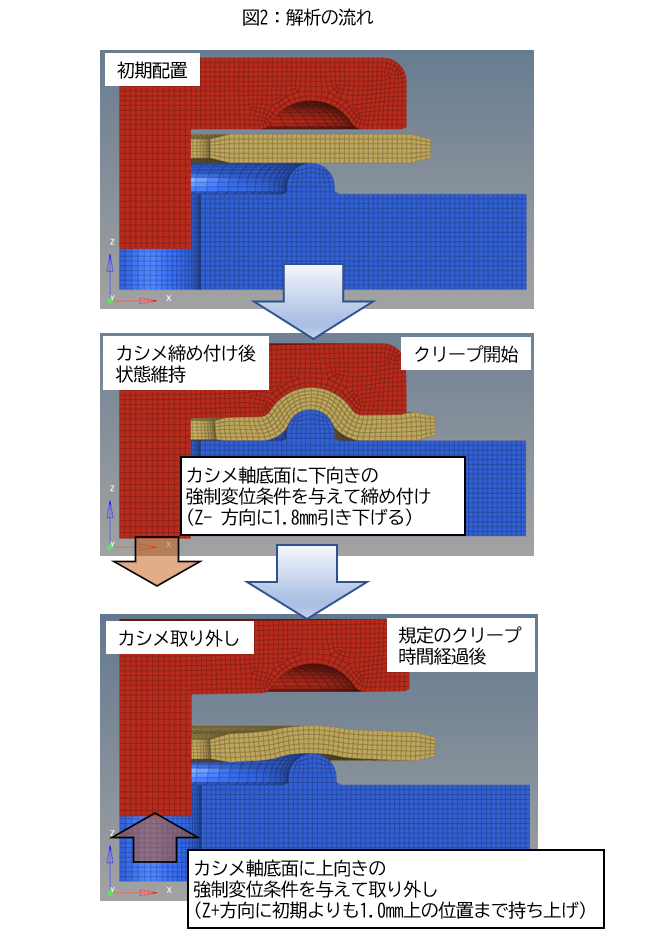
締め付け条件として、カシメ軸部の底面にZマイナス(図2の下方向)の強制変位を与えます。カシメも土台も剛体であれば、樹脂シールの初期厚さ1.2mmは締め付け後に土台平面上の接触面で厚さ0.9mm、凸部頂点で厚さ0.8mmになります。シール性を確保したい凸部頂点付近の面圧が高くなるように隙間を少し詰めるため、カシメ側と土台側の凹凸部曲率中心高さをあえてずらしています。
ただし、今回はアルミ材に弾塑性特性を与えているので、シールの反発力で押し戻され、締め付け後のシール厚さは上記の値よりも少し大きめになります。締め付けたまま規定の時間を経過させ、その後カシメを外してクリープ変形の状態を確認します。
なお樹脂シールには、ゴム的な応力-歪特性を持たせるために超弾性材として物性値を与え、クリープ特性は付与しつつも、アルミのような塑性特性は与えていません。また今回は常温のみの計算なので関係ないですが、後編で温度影響を考慮するために、各部材の熱膨張率(線膨張係数)とクリープ速度の温度依存性を与えておきます。
なお樹脂シールには、ゴム的な応力-歪特性を持たせるために超弾性材として物性値を与え、クリープ特性は付与しつつも、アルミのような塑性特性は与えていません。また今回は常温のみの計算なので関係ないですが、後編で温度影響を考慮するために、各部材の熱膨張率(線膨張係数)とクリープ速度の温度依存性を与えておきます。
カシメの締め付け時間(=クリープ時間)を計算仕様ごとに10H,100H,1,000H,10,000Hと変えて、カシメ取り外し後のクリープ変形状態を下のように比較してみました(図3)。
10Hという短時間では冒頭に書いた衣装ケースの例と同様に、シールはほぼ元の形状を維持していますが、締め付け時間が長くなるのに応じてクリープ変形が大きく残ってしまうことがわかります。10,000H時間まで経過すると、シールが土台の凸部に沿うように変形が残っていることがはっきりとわかります。

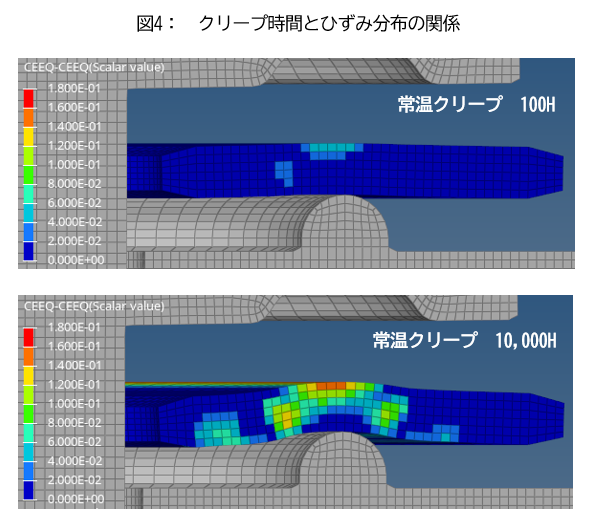
ちなみに、100Hと10,000Hでクリープひずみの分布を見ると図4のようになり、シールのどの部分に大きなクリープひずみが生じ、経過時間でどれだけひずみが進行したかの違いがよくわかります。100Hでは、土台凸部のシール上面でのみクリープひずみが発生していますが、10,000H経過では、ひずみの値が大きくなるとともに、その範囲がシール内部に広がっていることがわかります。
今回は「前編」として、常温(25℃)一定条件でのクリープ変形についてご紹介しました。次回は締め付け時に100℃に昇温させてから常温に戻した場合についての高温クリープを計算し、今回の常温一定と、変形量や上記クリープひずみ、シール面圧などの違いを比較してみたいと思います。