図1のように、モデルはアルミの平板土台に丸穴が開いており、同じくアルミ材のカシメで軟質樹脂(または合成ゴム)製のシール(パッキン)を締め付けて丸穴をふさぐこととします。1/4鏡面対称モデルとし、土台の下面は上下方向に支持します。(各拘束面の面内方向スベリは許します)
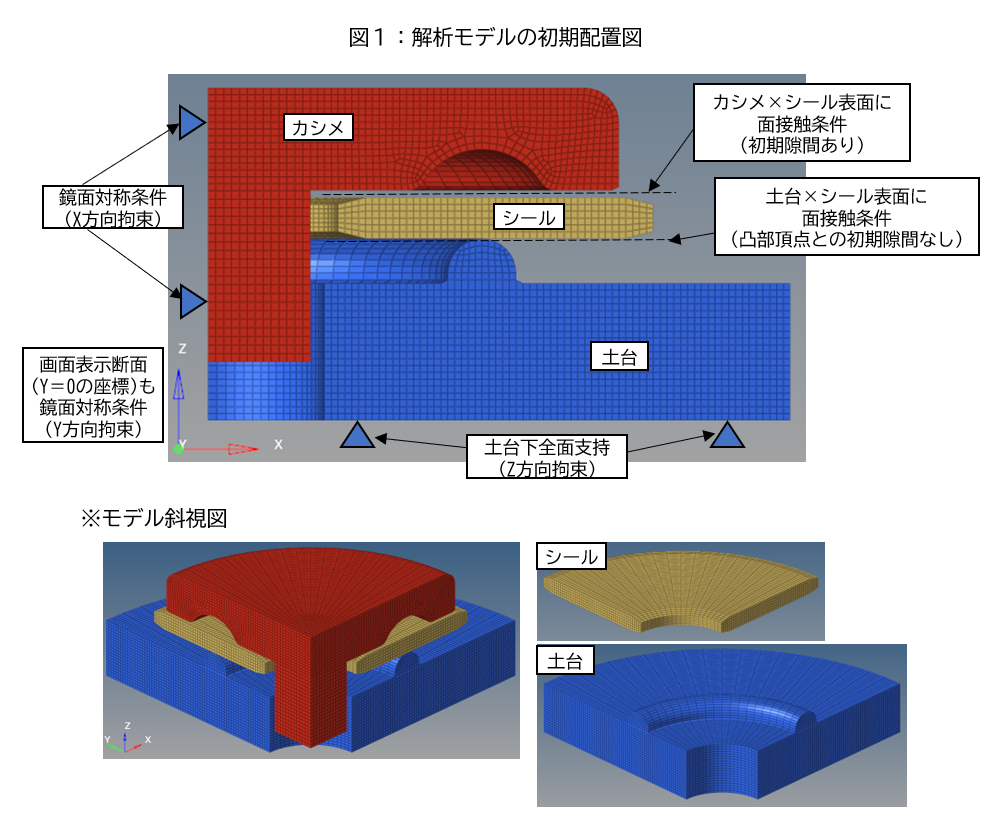
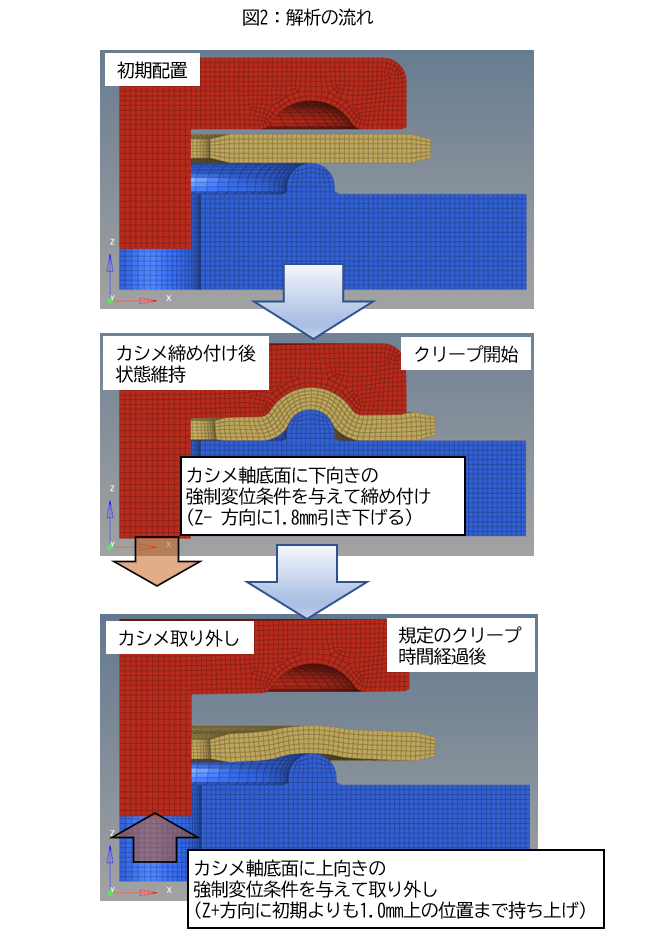
締め付け条件として、カシメ軸部の底面にZマイナス(図2の下方向)の強制変位を与えます。カシメも土台も剛体であれば、樹脂シールの初期厚さ1.2mmは締め付け後に土台平面上の接触面で厚さ0.9mm、凸部頂点で厚さ0.8mmになります。シール性を確保したい凸部頂点付近の面圧が高くなるように隙間を少し詰めるため、カシメ側と土台側の凹凸部曲率中心高さをあえてずらしています。
ただし、今回はアルミ材に弾塑性特性を与えているので、シールの反発力で押し戻され、締め付け後のシール厚さは上記の値よりも少し大きめになります。締め付けたまま規定の時間を経過させ、その後カシメを外してクリープ変形の状態を確認します。
なお樹脂シールには、ゴム的な応力-歪特性を持たせるために超弾性材として物性値を与え、クリープ特性は付与しつつも、アルミのような塑性特性は与えていません。また今回は常温のみの計算なので関係ないですが、後編で温度影響を考慮するために、各部材の熱膨張率(線膨張係数)とクリープ速度の温度依存性を与えておきます。
カシメの締め付け時間(=クリープ時間)を計算仕様ごとに10H,100H,1,000H,10,000Hと変えて、カシメ取り外し後のクリープ変形状態を下のように比較してみました(図3)。 10Hという短時間では冒頭に書いた衣装ケースの例と同様に、シールはほぼ元の形状を維持していますが、締め付け時間が長くなるのに応じてクリープ変形が大きく残ってしまうことがわかります。10,000H時間まで経過すると、シールが土台の凸部に沿うように変形が残っていることがはっきりとわかります。

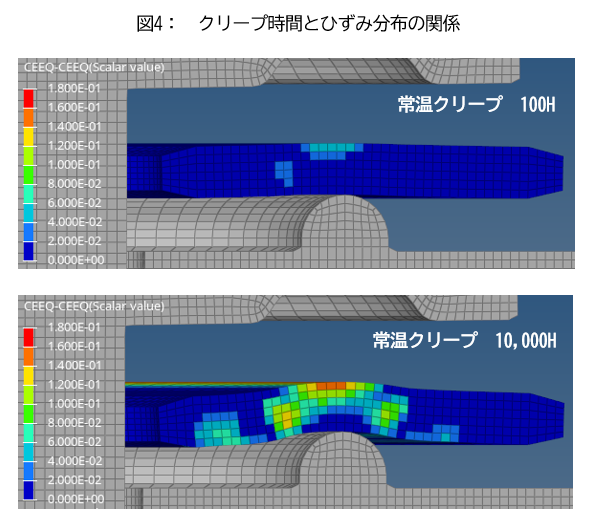
ちなみに、100Hと10,000Hでクリープひずみの分布を見ると図4のようになり、シールのどの部分に大きなクリープひずみが生じ、経過時間でどれだけひずみが進行したかの違いがよくわかります。100Hでは、土台凸部のシール上面でのみクリープひずみが発生していますが、10,000H経過では、ひずみの値が大きくなるとともに、その範囲がシール内部に広がっていることがわかります。
今回は「前編」として、常温(25℃)一定条件でのクリープ変形についてご紹介しました。次回は締め付け時に100℃に昇温させてから常温に戻した場合についての高温クリープを計算し、今回の常温一定と、変形量や上記クリープひずみ、シール面圧などの違いを比較してみたいと思います。